Качество разметки во многом зависит от исправности и правильности заточки разметочного инструмента.
Прежде чем приступить к работе, необходимо изучить требования
безопасности работы на заточных станках, изложенных в начале этой главы.
Кернеры (рис. 30) затачивают в следующей последовательности.
1. Надевают предохранительные очки и включают электродвигатель заточного станка.
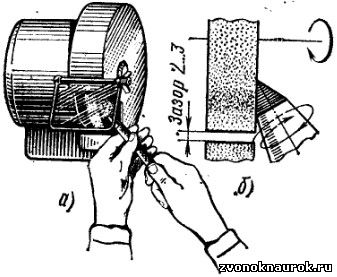
Рис. 30. Заточка кернера:
а — положение рук; б — размещение конусной части на плоскости абразивного круга
2. Кернер берут левой рукой за середину, а правой рукой — за конец, противоположный затачиваемому.
3 Выдерживая угол наклона относительно шлифовального круга с
легким нажимом прикладывают кернер конусом к вращающемуся кругу,
пальцами правой руки равномерно вращают кернер вокруг его оси. Положение
оси кернера относительно круга не должно изменяться до образования
правильного конуса с острой вершиной. Острие кернера периодически
охлаждают в воде, чтобы избежать отпуска его рабочей части.
Проверку правильности заточки осуществляют по шаблону (рис. 31).
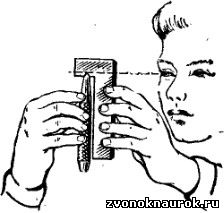
Рис. 31. Проверка заточки кернера по шаблону
Чертилку (рис. 32) затачивают в той же последовательности, что и кернер.
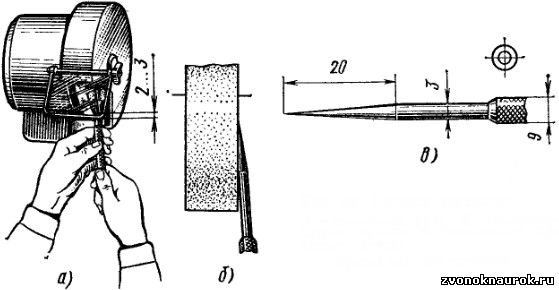
Рис. 32. Заточка чертилки:
а - положение рук; б - положение острия чертилки на поверхности образианого круга; в - образец заточки чертилки
Рассмотрим последовательность заточки ножек циркуля (рис. 33).
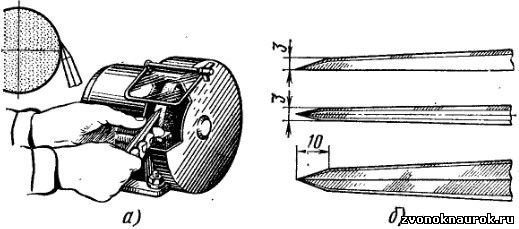
Рис. 33. Заточка ножек циркуля:
а - прием работы; б - образец заточки ножек циркуля
1. Циркуль берут левой рукой за середину, ниже дуги со стопорным
винтом, а правой рукой — за шарнирное соединение двух ножек (ножки
должны находиться в плотном соприкосновении),,
2. С легким нажимом циркуль подводят к шлифовальному кругу таким
образом, чтобы ножка циркуля находилась по отношению к кругу под
определенным углом, и затачивают конец первой ножки; затем положение
ножек меняют и затачивают конец второй ножки.
После заточки на шлифовальном круге острые концы ножек циркуля
доводят на бруске, одновременно снимая заусенцы на внутренних плоскостях
ножек и на боковых гранях конусной части.
При правильной заточке оба конца должны иметь одинаковую длину и
конусность с вершиной угла у смежной плоскости соприкосновения ножек
(рис. 33, б).
Контрольные вопросы
- Для чего и как подготавливают поверхности размечаемых заготовок?
- Почему разметочные риски нужно наносить за один раз?
- Как найти центр окружности на плоской заготовке?
- Что называется базой при разметке деталей, и по каким условиям ее выбирают?
- Каким кернером накернивают риски разметки, в каких местах и на каком расстоянии делают керновые углубления?
- Какие требования безопасности труда надо соблюдать при заточке разметочных инструментов на заточном станке?
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К