При выполнении этого упражнения обучающийся должен ознакомиться с
наиболее распространенными видами закрепления деталей на столе
сверлильного станка. К установке и закреплению обрабатываемых заготовок
предъявляются следующие требования.
Стол сверлильного станка должен иметь чистую поверхность, без
забоин и вырывов. При установке на нем деталей и приспособлений следует
соблюдать аккуратность, не допускать ударов и перемещений по
стружке.Опорные поверхности обрабатываемой детали должны плотно
прилегать к столу станка. Деталь устанавливают и окончательно закрепляют
после совпадения осей центра отверстия и сверла.
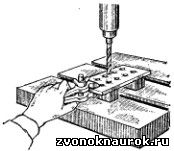
Рис. 144. Закрепление детали в ручных тисках
При сквозном сверлении отверстий деталь устанавливают на
подкладках, чтобы не засверлить поверхность стола или приспособления.
Выбор того или иного способа крепления зависит от конфигурации детали и
расположения в нем отверстия.
Деталь в тисках должна быть зажата надежно. Закрепление детали в
ручных тисках (рис. 144) допускается при сверлении мелких деталей.
Барашковую гайку следует завертывать рукой (без применения плоскогубцев и
других инструментов или приспособлений).
Подкладки, применяемые для сквозного сверления, должны быть одинаковыми по высоте и иметь ровные и параллельные стороны.
Рассмотрим обработку деталей в машинных тисках (рис. 145). Тиски
устанавливают на стол, предварительно очистив его поверхность от стружки
и грязи. Губки тисков разводят по ширине зажимаемой детали. Чтобы
деталь под нажимом сверла не изменяла своего положения, под нее
подкладывают прокладку, ширина которой должна быть меньше ширины детали.
Деталь зажимают в тисках и легкими ударами деревянного молотка
осаживают до плотного прилегания с прокладкой. Запрещается закреплять
деталь в тисках ударами молотка или другими предметами по зажимной
рукоятке.
Крепление в тисках заготовок различной формы показано на рис. 145.
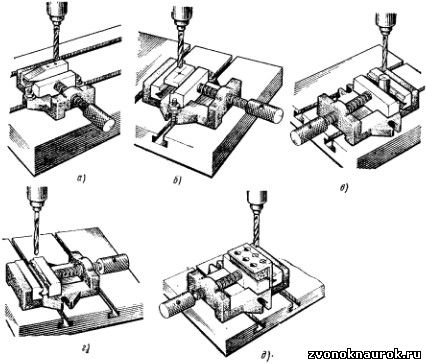
Рис. 145. Крепление в машинных тисках с призматическими губками деталей различной формы:
а — прямоугольной; б — пластины; в — цилиндрической в вертикальном
положении; г — цилиндрической в горизонтальном положении: д — с угловым
профилем
При сверлении отверстий диаметром более 10 мм тиски прикрепляют к
столу болтами, головки которых закладывают в специальные продольные
канавки на столе станка.
Детали углового профиля закрепляют в тисках определенным образом:
под горизонтально расположенную часть детали устанавливают деревянную
подкладку, чтобы не повредить корпус тисков при выходе сверла и не
сломать его при встрече с закаленными губками тисков (рис. 145, д).
Закрепление деталей на призмах с применением прижимных планок
показано на рис. 146. Этот способ применяют при сверлении в деталях
цилиндрической формы отверстий диаметром более 10 мм. Закрепление детали
на призмах с зажимным приспособлением (рис. 147) используют при
сверлении отверстий диаметром до 10 мм.
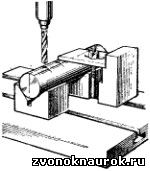
Рис. 146. Закрепление цилиндрической детали в призмах с применением прижимных планок
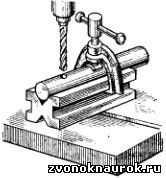
Рис. 147. Закрепление цилиндрической детали в призме с зажимным приспособлением
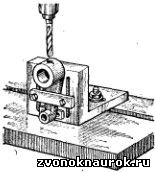
Рис. 148. Закрепление детали на угольнике
Крепление призмы к столу станка не обязательно. Детали сложной
конфигурации устанавливают и крепят на угольнике (рис. 148),
предварительно очистив его от грязи, а затем устанавливают на плоскость
стола.
С помощью прижимных планок крепят деталь к вертикальной полке
угольника так, чтобы ось отверстия находилась под прямым углом к
плоскости стола. После этого угольник перемещают по плоскости стола
таким образом, чтобы вершина сверла точно совпала центром с намеченным
кернером.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К