Ограничение хода шпинделя регулируют, перемещая его в вертикальном
направлении при повороте рукоятки подъема и опускания пиноли (рис. 149).
Поворачивать рукоятку следует плавно, без рывков, от верхнего до
нижнего упора вертикального хода шпинделя. При подаче сверла вниз его
вершина с режущими кромками не должна соприкасаться с плоскостью стола.

Рис. 149. Вертикальное перемещение шпинделя со сверлом
Кроме того, наладка сверлильного станка может осуществляться
вертикальным перемещением хобота (станок НС-12), для чего следует
отвернуть на один оборот рукоятку зажима хобота. Поворотом рукоятки
подъема хобота его перемещают вверх по колонке станка и после установки
на необходимую высоту закрепляют на ней.
Наладка сверлильного станка может осуществляться также подъемом и
опусканием стола (у станков, где это предусмотрено конструкцией). При
низком расположении стола станка увеличивается плечо шпинделя, что
приводит к снижению точности сверления и большой затрате времени на
подвод сверла к детали.
Наладку сверлильного станка на заданную глубину сверления
осуществляют по втулочным упорам на сверле (рис. 150) или измерительной
линейке, закрепленной на станке (рис. 151). Для наладки сверло подводят к
поверхности детали, сверля на глубину конуса сверла, и отмечают по
стрелке (указателю) начальное показание на линейке. Затем к этому
показанию прибавляют заданную глубину сверления и получают отметку, до
которой следует производить сверление.
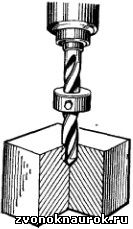
Рис. 150. Сверление несквозных отверстий по втулочному упору на сверле

Рис. 151. Сверление по упору на линейке:
1 - упор
Например, необходимо просверлить глухое отверстие на глубину 10
мм. Для этого следует подвести сверло и засверлить деталь на глубину,
равную высоте конуса сверла, затем отсчитать по указателю размер
(например, 26 мм), тогда сумма полученного показания с заданной глубиной
сверления составит 26 + 10 = 36 мм. При сверлении отверстия следует
следить за перемещением линейки. Когда размер 36 совпадет с указателем,
сверление необходимо прекратить. Глубина сверления будет равна 10 мм.
Некоторые типы станков, кроме линейки, имеют механизмы
автоматической подачи с лимбами, которые определяют ход сверл на
требуемую глубину.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
