Приемы и способы измерения деталей штангенциркулем с точностью
отсчета по нониусу 0,1 мм. Штангенциркуль применяют в качестве
измерительного инструмента для наружных и внутренних измерений.
Для глубинных, наружных и внутренних измерений используют
штангенциркуль с точностью измерения 0,1—0,05 мм (в зависимости от
точности обрабатываемой детали).
При проведении этого упражнения необходимо обучать технике измерения:
1) поставить на штангенциркуле размеры: 0,3; 0,9; 1,4; 1,7; 2,1; 2,8 и т. д.
2) прочитать показания по нониусу.
Пример. Прочитать показания по нониусу, если подвижная рамка находится в положении, при котором нулевое деление нониуса:
1). прошло по отношению к делениям на шкале штанги (мм): 0,4; 6; 8,1; 3,17;
2) деление на шкале штанги совпало со следующим делением нониуса: 71; 92; 56.
Технике измерений деталей штангенциркулем обучают в следующем порядке.
1. Проверяют ход движения рамки. Для этого стопорный винт
отвинчивают на один оборот и рамку с подвижной губкой плавно перемещают
по штанге. Ход должен быть не очень тугим и не очень слабым, так как
тугой ход рамки затрудняет установку ее на точный размер, а слабый ход
может вызвать быструю потерю установленного размера.
2. Проверяют плотность соприкосновения неподвижной и подвижной
губок. Плавно, без особого усилия сдвигают подвижную губку до плотного
соприкосновения с неподвижной губкой. У исправного штангенциркуля в
плоскостях соприкосновения губок не должно быть просвета. Внешним
осмотром проверяют отсутствие царапин и забоин на рабочих плоскостях
губок (плоскости губок должны иметь чистую зеркальную поверхность).
3. Проверяют совпадение делений нониуса с делениями на штанге.
При сомкнутых губках штангенциркуля нулевые деления ноннуса и штанги, а
также десятое деление нониуса и девятое деление штанги должны строго
совпадать.
Измеряемую деталь помещают между рабочими поверхностями длинных
губок, слегка поджимая ее к неподвижной губке (рис. 104, а). Затем
небольшим усилием большого пальца правой руки перемещают подвижную губку
до соприкосновения с деталью и закрепляют положение рамки стопорным
винтом. По окончании измерения осторожно снимают с детали штангенциркуль
и отсчитывают по нониусу размер.
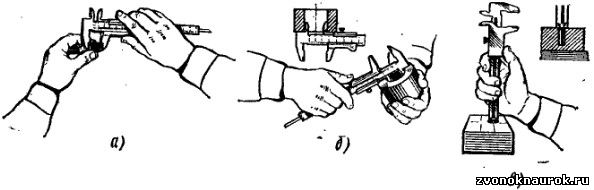
Рис. 104. Приемы измерения штангенциркулем:
а - наружное измерение; б - внутреннее измерение; в - измерение глубины
Размеры паза или отверстия у деталей измеряют короткими губками
(рис. 104, б). Губки вставляют в отверстие (паз), раздвигая их до
полного соприкосновения со стенками отверстия и фиксируя положение рамки
стопорным виитом (следует особо тщательно найти положение губок, чтобы
размер, взятый на штангенциркуле, соответствовал размеру детали). По
окончании измерения штангенциркуль осторожно снимают с детали и
результат измерения считывают по нониусу.
Глубину измеряют стержнем глубиномера, расположенным в штанге
штангенциркуля (рис. 104, в). При этом торцовую часть штанги ставят на
измеряемую деталь и усилием большого пальца правой руки перемещают
подвижную губку вниз до упора концом глубиномера в дно или уступ детали.
Это положение рамки закрепляют стопорным винтом и результат измерения
считывают по нониусу.
При работе необходимо не допускать ударов штангенциркулем об
измеряемую деталь; особенно осторожно следует обращаться с
измерительными поверхностями губок и со штангой. После окончания работы
следует вытереть штангенциркуль вначале чистой, а затем промасленной
салфеткой и вложить в футляр.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К