Сверление по разметке выполняется в два приема — пробное
(предварительное) сверление, при котором засверливают небольшое
углубление для контроля правильности положения сверла, и окончательное
сверление после проверки правильности расположения сверла по центру
намеченного отверстия.
Для получения отверстий диаметром более 20 мм предварительно
сверлят отверстия сверлом меньшего диаметра, а затем рассверливают его
под размер сверлом большего диаметра. В этом случае точность сверления
значительно больше, а шероховатость поверхности ниже, чем при сверлении
одним сверлом.
Диаметр сверла для предварительного сверления должен быть больше
длины перемычки сверла, которым будет просверлено заданное отверстие.
Сверление производят в следующем порядке.
Размечают и накернивают центр, из которого затем циркулем
проводят окружность заданного диаметра; устанавливают сверло в шпиндель
станка, пускают станок и проверяют положение сверла на биение,
устанавливают и закрепляют деталь на столе станка (в тисках, на
угольнике с помощью планок или другим способом). Деталь устанавливают
так, чтобы верхняя поверхность с нанесенной разметкой отверстия была
горизонтальной, иначе при незначительном перекосе сверло «уведет» в
сторону.
Станок настраивают на выбранную частоту вращения шпинделя, выбранную подачу и включают двигатель.
Рассмотрим прием пробного сверления. К месту обработки подводят смазочно-охлаждающую жидкость.
Ручной подачей сверло подводят к детали и осторожно просверливают
отверстие на глубину, равную примерно 1/4 диаметра сверла. Затем,
подняв сверло, проверяют положение полученной окружности относительно
размеченной круговой риски.
В случае эксцентрического расположения отверстия по отношению к
разметке, его необходимо выправить. Для этого крейцмейселем с
полукруглой режущей кромкой прорубают канавку в сторону, противоположную
смещению сверла (рис. 155), измерительной линейкой и разметочным
циркулем в прорубленной канавке размечают центр отверстия с последующим
засверливанием отверстия.

Рис. 155. Выправление неправильно засверленного отверстия:
1 — контрольная риска; 2 — контур размеченного отверстия; 3 —
неправильно засверленное отверстие; 4 — канавки, надрубленные
крейнмейселем
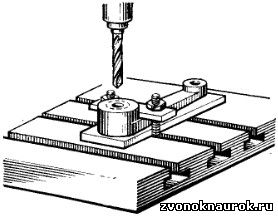
Рис. 156. Сверление отверстия по разметке
Окончательное сверление производят после определения правильного расположения отверстия (рис. 156).
При работе с механической подачей начинать сверление следует
только с ручной подачи. Механическую подачу надо включать, когда сверло
начнет снимать стружку. Если сверлят сквозное отверстие, то при выходе
сверла необходимо выключить механическую подачу и перейти на ручную,
нажимая на сверло с небольшим усилием.
Для обеспечения точности рассверливание отверстий производят с
одной установки (рис. 157). Для этого из шпинделя станка вынимают сверло
меньшего диаметра и вставляют сверло, диаметр которого соответствует
диаметру рассверливаемого отверстия. Затем ручной подачей плавно
подводят сверло к отверстию по центру и производят рассверливание.
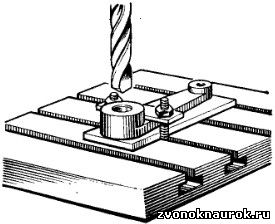
Рис. 157. Рассверливание отверстия
Рассмотрим порядок проверки качества сверления и рассверливания.
Диаметр отверстия проверяют калибром-пробкой и штангенциркулем,
глубину сверления глухих отверстий — глубиномером штангенциркуля,
межосевые размеры между отверстиями — штангенциркулем.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К