В слесарных работах встречаются различные соединения деталей из
металла, фибры, картона, кожи, пластических масс, выполненные путем
склепывания пустотелыми заклепками (пистонами) (рис. 258, а).
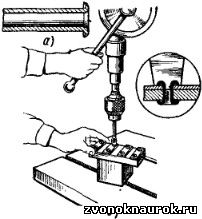
Рис. 258. Развальцовка головки пустотелой заклепки на сверлильном станке:
а — пустотелая заклепка; б — прием работы
Заклепочные соединения выполняют двумя способами: 1)
развальцовыванием замыкающей головки на сверлильном станке; 2)
формированием замыкающей головки ударами с помощью специальной обжимки.
Способ развальцовки головки заклепки на сверлильном станке более
производителен и находит широкое применение для медных, латунных и
алюминиевых заклепок.
Заклепочное соединение с развальцовкой головки заклепки выполняется в следующей последовательности.
1. Размечают и накернивают центры отверстий под заклепки.
2. Сверлят все отверстия, входящие в соединение, или пробивают их на прессах дыропробивными приспособлениями.
3. Собирают соединение, проверяя правильное расположение деталей и всех отверстий, а затем закрепляя их винтами.
4. Заклепку закладывают снизу и размещают ее на поддержке.
5. В патрон сверлильного станка устанавливают развальцовку, а
деталь на столе станка размещают таким образом, чтобы ось развальцовки
точно совпала с центром отверстия заклепки.
6. Включают электродвигатель и развальцовывают замыкающую головку пустотелой заклепки.
В процессе развальцовывания головки заклепки шпиндель станка надо
опускать плавно без большого нажима на рычаг, контролируя формирование
головки до тех пор, пока не образуется выпуклое кольцо правильной формы
(рис. 258, б). Развальцовку периодически смазывают вазелином.
Второй способ соединения деталей пустотелыми заклепками с применением специальных обжимок осуществляют в два приема:
- первый прием — заложенную в отверстие заклепку размещают на
поддержке и предварительно раздают конец заклепки ударами молотка по
кернеру (рис. 259, а);
- второй прием — обжимку устанавливают на осаженный конец
заклепки и ударами молотка по обжимке формируют замыкающую головку
пустотелой заклепки (рис. 259, б).
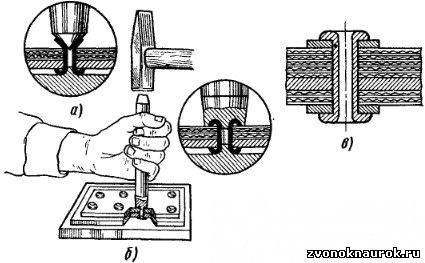
Рис. 259. Прием склепывания деталей пустотелыми заклепками:
а — предварительная расклепка керном; б — окончательная расклепка оправкой, в — закладные шайбы
Для того чтобы не повредить поверхность детали головкой заклепки
при соединении нескольких листов пустотелыми заклепками, под них
подкладывают металлические шайбы (рис. 259. в).
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
