При выполнении слесарных и слесарно-сборочных работ шабрение является
одной из трудоемких операций. Для механизированного шабрения
применяются пневматические шаберы и шабровочные головки, приводимые в
движение от электродвигателя с гибким валом. Более совершенным
механизированным инструментом является пневматический шабер, который
плавно работает при изменении направления движения и имеет возможность
регулирования числа двойных ходов шабера в минуту. Механические шаберы
применяются главным образом для предварительного (чернового) шабрения, а
окончательное, точное шабрение выполняют ручным методом.
Перед началом работы механическими шаберами необходимо:
1) изучить требования безопасности труда, изложенные в гл. «Рубка» и «Резка»;
2) правильно организовать свое рабочее место;
3) выполнить общие требования по подготовке инструмента к работе,
указанные для пневматических инструментов, а также для механизированных
инструментов с приводом от гибкого вала.
Шабрение механизированными шаберами выполняют в следующей последовательности.
1. Протирают поверочную плиту и наносят на нее краску.
2. Тщательно очищают обрабатываемую поверхность.
3. Обрабатываемую плоскость детали, подлежащей шабрению,
накладывают на окрашенную поверхность поверочной плиты; деталь несколько
раз передвигают с небольшим нажимом вперед, назад и по кругу, в
результате чего краска с плиты переносится на выпуклые места, которые
необходимо шабрить.
4. Пневматический шабер устанавливают в рабочее положение так,
чтобы правая рука держала шабер за рукоятку, а левая рука — за передний
выступ корпуса (рис. 213). Ось шабера должна быть расположена под углом
30—40° по отношению к обрабатываемой поверхности.
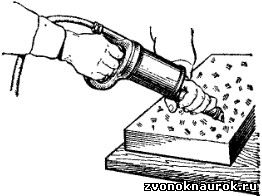
Рис. 213. Прием работы пневматическим шабером
5. Включают пневматический шабер и с небольшим нажимом левой руки
поочередно шабрят окрашенные места, уменьшая нажим в конце шабрения
каждого пятна. После шабрения окрашенных мест обрабатывают поверхность
очищают щеткой и начисто вытирают тряпкой.
6. Попеременное шабрение в разных направлениях чередуют с
проверкой на контрольной плите на краску до тех пор, пока вся
поверхность будет равномерно закрываться пятнами краски. Шабрение
заканчивают при появлении четырех—шести пятен на площади 25x25 мм. Прием
обработки шабровочной головкой с приводом от гибкого вала по существу
не отличается от работы пневматическим шабером (рис. 214).
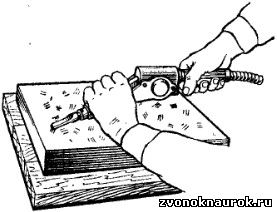
Рис. 214. Прием работы шабровочной головкой с приводом от гибкого вала
7. После окончания шабрения инструменты и проверочную плиту
протирают начисто, а плиту смазывают тонким слоем масла и накрывают
деревянной крышкой.
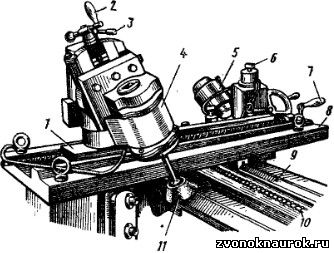
Рис. 215. Самодвижущаяся шлифовальная головка:
1 — верхняя плита; 2,3 — рукоятки суппортов для установки на угол;
4, 5 — электродвигатели; в — переключатель; 7 — рукоятка поперечного
перемещения; 8 — плита; 9 — призматические направляющие; 10 — роликовая
цепь; 11 — чашечный шлифовальный круг
Вместо шабрения применяют шлифование в специальных
приспособлениях. На производстве, особенно при ремонте, широко
используют самодвижущиеся шлифовальные головки (рис. 215). Их применение
облегчает труд рабочего и повышает производительность труда.
Контрольные вопросы
- Что называется шабрением и где эта операции применяется?
- Как подготавливают поверхности под шабрение?
- Какие шаберы применяют для грубого и чистового шабрения плоских поверхностен? Как затачивают и заправляют эти шаберы?
- Каким способом определяют качество шабрения?
- В чем заключается метод шабрения «на себя»? Где применяется этот метод?
- Какие требования безопасной работы нужно соблюдать при шабрении, заточке и заправке плоских шаберов?
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
