Развертывание отверстий применяют в тех случаях, когда необходимо
получить более точное по форме и размеру отверстие с низкой
шероховатостью обработки. Развертывание отверстий выполняют вручную или
на сверлильном станке специальными инструментами— развертками. По форме
обрабатываемого отверстия развертки делят на цилиндрические и
конические; по способу применения — на ручные и машинные; по способу
закрепления — на хвостовые и насадные. Для получения поверхности малой
шероховатости применяют развертки с неравномерным распределением зубьев
окружности.
Ручные развертки на одном конце имеют удлиненную рабочую часть с
режущими кромками, а на другом конце (хвостовике) — квадрат для
установки воротка. Машинные развертки устанавливают на шпинделе
сверлильного станка. Они отличаются от ручных разверток меньшей длиной
рабочей части и длинной шейкой (для развертывания глубоких отверстий).
Перед тем как приступить к обработке, необходимо выбрать
инструмент. Выбор разверток производят в зависимости от технических
требований, предъявляемых к обрабатываемой детали; сначала подбирают
комплект черновой и чистовой ручных или машинных разверток. Диаметр
развертки выбирают по размеру отверстия; при обработке отверстия под
развертывание предусматривают припуск: для чернового развертывания
0,1—0,15 мм; для чистового развертывания 0,05—0,1 мм.
Пример. Необходимо обработать отверстие D = 30 мм. Для
этого сначала сверлят отверстие сверлом D = 15 мм и рассверливают
сверлом D = 29,8 мм. Производят обработку черновой разверткой D = 29,95
мм с припуском 0,15 мм; начисто развертывают разверткой D = 30, имея
припуск 0,05 мм.
На шероховатость обработанной поверхности и точность отверстия по
размеру и форме в большой мере влияют смазывание и охлаждение. В
качестве смазочного материала и СОЖ при развертывании отверстий в стали
применяют эмульсии и минеральное масло. В бронзе и латуни развертывание
производится без применения масел.

Рис. 170. Развертывание отверстий ручной разверткой
Операция ручного развертывания цилиндрическими развертками (рис. 170) заключается в следующем.
1. Выбирают необходимые чистовую и черновую развертки.
2. Деталь зажимают в тисках (если деталь имеет большие габаритные размеры, то развертывание производят без ее закрепления).
3. В обрабатываемое отверстие вставляют черновую развертку.
4. На квадрат хвостовика развертки надевают вороток.
5. На развертку и в отверстие кисточкой наносят смазывающую жидкость.
6. По мере вращения воротка с разверткой по направлению режущих
кромок на поверхность развертки периодически добавляют смазочный
материал. Вращать развертку нужно равномерно, плавно и в одну сторону,
постепенно подавая ее вперед. Развертывание заканчивают при полном
проходе отверстия всей заборной части режущих кромок развертки.
7. После окончания развертывания черновую развертку выводят из отверстия (не допускается обратное вращение развертки).
8. В отверстие осторожно вставляют чистовую развертку и надевают вороток на квадрат хвостовика.
9. Вращая вороток с разверткой по часовой стрелке, развертывают
отверстие начисто. Для получения точного отверстия малой шероховатости
подача должна осуществляться равномерно с применением необходимого
смазочного материала.
10. После окончания развертывания чистовую развертку выводят из
отверстия и проверяют размер отверстия гладким предельным
калибром-пробкой (рис. 171).
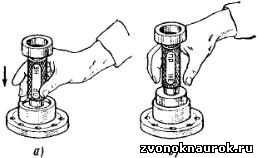
Рис. 171. Прием проверки отверстий предельной пробкой-калибром:
а — проходной частью; б — непроходной частью
Операция ручного развертывания коническими развертками
заключается в следующем. Конические развертки служат для обработки на
конус предварительно просверленного цилиндрического отверстия или
отверстия с уступами сверлами разного диаметра для снятия меньшего слоя
излишнего металла в процессе развертывания.
Развертывание конических отверстий выполняется в такой же последовательности, что и цилиндрическое развертывание.
Развертывание конических отверстий выполняют черновой, промежуточной и чистовой развертками (рис. 172).
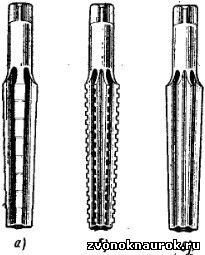
Рис. 172. Конические развертки:
а - черновая (первая); б - промежуточная (вторая); в - чистовая (третья)
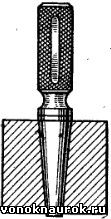
Рис. 173. Конусный калибр для проверки конических отверстий
Форму конического отверстия проверяют конусным калибром (рис.
173) по плоскости соприкосновения конических поверхностей пробки и
отверстия, а также по глубине прохода пробки в отверстие. Для этого на
конусной поверхности калибра вдоль его оси проводят карандашом
три-четыре линии примерно на равном расстоянии одна от другой. Затем
калибр вставляют в конусное отверстие и с легким нажимом поворачивают
его на 1/3 оборота. Если линии стерлись по всей длине конусного
отверстия равномерно, то плоскость развернута правильно. Допустимое
осевое перемещение калибра ограничивается двумя кольцевыми рисками на
конусе калибра.
Операция развертывания машинной цилиндрической разверткой заключается в следующем (рис. 174).
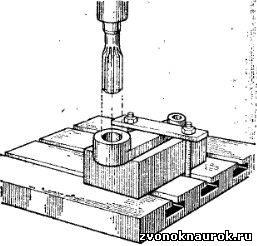
Рис. 174. Развертывание отверстий машинной разверткой
Зная диаметр d, материал развертки и марку обрабатываемого
материала, можно выбрать скорость резания и частоту вращения шпинделя
(табл. 4).
Таблица 4. Скорость резания (м/мин) и
частота вращения (об/мин) при черновом развертывании (углеродистая,
конструкционная, хромистая и хромоникелевая сталь с σв = 650 МПа; развертки из стали Р18; работа с охлаждением)
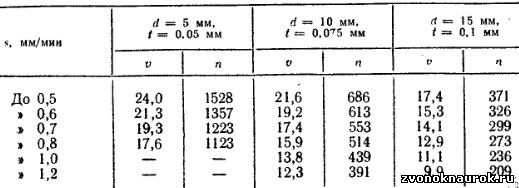
Пример. Выбрать скорость резания и частоту вращения при
развертывании отверстии черновой разверткой из стали Р18 d 10 мм, с
предварительным сверлением отверстия 0 9,8 мм в углеродистой
конструкционной стали с σв = 650 МПа. Работа осуществляется на сверлильном станке 2118 с охлаждением.
Выбираем подачу s — 1 мм/об. Определив подачу s и зная диаметр
развертки d — 10 мм, находим скорость резания v = 13,8 м/мин и частоту
вращения n = 439 об/мин. По кинематической схеме (см. рис. 152) находим
подходящую частоту вращения шпинделя n— 420 об/мин н налаживаем станок
для развертывания. Для чистового развертывания выбирают скорость резания
v = 4-6 м/мин.
Наибольшие скорости резания следует применять при развертывании
нормализованных сталей, наименьшие — при развертывании вязких сталей.
При чистовом развертывании скорость резания v = 6-8 м/мин.
Смазочно-охлаждающие жидкости, применяемые при развертывании:
Материал - СОЖ
Сталь углеродистая, конструкционная, инструментальная
- Водный раствор мыла — эмульсия, осерненное масло, смешанные масла
Чугун
- Без охлаждения. Керосин
Медь
- Эмульсия
Алюминий
- Эмульсия, смешанные масла, скипидар с керосином, керосин, сурепное масло
Бронза
- Без охлаждения
При подготовке сверлильного станка к работе протирают конус
хвостовика развертки и конусное отверстие шпинделя; черновую развертку
устанавливают в шпиндель станка таким же способом, как и сверло с
конусным хвостовиком; закрепляют деталь на стол станка так, чтобы ось
отверстия точно совпала с осью развертки. Способы крепления остаются те
же, что и при сверлении.
Обычно развертывание отверстий производится с одной установки
после окончания сверления. Сверло вынимают из шпинделя и вместо него
вставляют черновую, а затем чистовую развертку. При этом способе
обработки заготовки сокращается время на ее переустановку и повышается
точность обработки.
После включения электродвигателя станка ручной подачей подводят
развертку к отверстию и производят черновую обработку. Затем, не
останавливая вращения шпинделя, осторожно выводят развертку из
отверстия. Вместо черновой развертки в шпиндель станка вставляют
чистовую развертку и производят развертывание отверстия начисто.

Рис. 175. Шарнирная оправка для чистового развертывания отверстий на сверлильном станке
Иногда чистовое развертывание на станках производят с применением
специальных плавающих патронов или шарнирных оправок для крепления
разверток (рис. 175). «Качающаяся» оснастка дает возможность развертке
самоустанавливаться по оси предварительно обработанного отверстия и
исключает влияние неточности станка на точность развертывания отверстия.
При развертывании к месту обработки должно подаваться достаточно СОЖ.
После окончания развертывания чистовую развертку выводят из
обрабатываемого отверстия, выключают двигатель, вынимают развертку из
шпинделя станка. Диаметр развернутого отверстия проверяют предельным
калибром-пробкой.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
