При пространственной разметке широко пользуются рейсмусом. Им наносят
горизонтальные, а после перекантовки детали и вертикальные риски,
рейсмусом проверяют правильность установки детали на плите. За базу
отсчета размеров при разметке деталей рейсмусом берут плоскость
разметочной плиты, основание или горизонтально обработанную плоскость,
ось симметрии, центры отверстий.
Последовательность разметки состоит в следующем.
1. Изучают чертеж (рис. 273). Базой для разметки служит основание разметочной плиты.
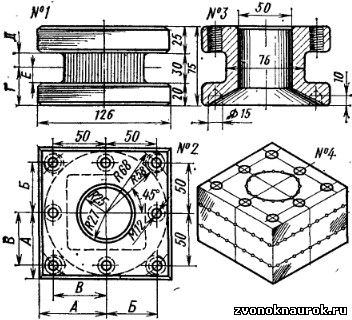
Рис. 273. Разметки резцедержателя токарного станка
2. Проверяют годность, заготовки по размерам и точность обработки поверхностей под угольник и линейку.
3. Заготовку окрашивают раствором медного купороса или разметочным лаком.
4. На разметочную плиту устанавливают заготовку и проверяют
положение ее плоскостей относительно плоскости плиты (горизонтальное
положение — реймусом, а вертикальное — угольником).
5. Рейсмус подготовляют к работе. Для этого все части рейсмуса
очищают чистой тряпкой от пыли и грязи, особое внимание обращают на
опорную плоскость, проверяют правильность и остроту заточки разметочной
иглы. Иглу рейсмуса устанавливают на заданный размер в два приема:
- предварительно устанавливают чертилку на размер по вертикальной
линейке, перемещая хомутик по стойке рейсмуса и закрепляя его стяжным
винтом; для уменьшения вибрации чертилку выдвигают на наименьшее
расстояние с учетом конфигурации размечаемой заготовки;
- затем окончательно устанавливают иглу, вращая установочный
винт, расположенный на основании рейсмуса, до тех пор, пока острие иглы
точно не совпадет с делением требуемого размера по вертикальной линейке
(рис. 274); при этом игла рейсмуса должна находиться примерно в
горизонтальном положении.
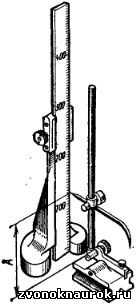
Рис. 274. Вертикальная измерительная линейка
6. Наносят центровые линии, для чего устанавливают иглу рейсмуса
по вертикальной линейке точно на размер А, равный половине высоты
заготовки (рис. 275, а). Равномерным движением перемещают рейсмус вдоль
размечаемой плоскости, прочерчивая острием иглы со всех сторон заготовки
горизонтальную риску а. При прочерчивании рисок игла рейсмуса должна
располагаться наклонно к направлению риски. Заготовку поворачивают на
угол 90° так, чтобы размеченная риска а приняла вертикальное положение.
Затем иглой рейсмуса, установленной на размер А, прочерчивают со всех
сторон заготовки риски б (рис. 275, б).
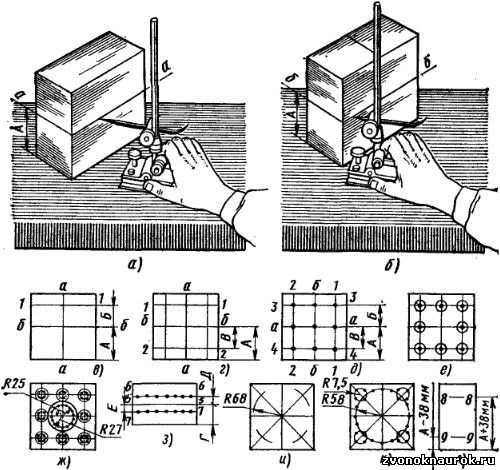
Рис. 275. Последовательность разметки резцедержателя токарного станка
7. Не изменяя положение детали, выполняют следующую разметку:
- устанавливают иглу рейсмуса по вертикальной линейке на размер А + Б и наносят иглой рейсмуса риску 1—1 (рис. 275, в);
- вычитают из размера А размер В, устанавливают иглу рейсмуса на полученный размер и проводят вторую риску 2—2 (рис. 275, г).
8. Переворачивают заготовку относительно центровой линии на угол 90°
(первое положение детали). Последовательно наносят риски 3—3 на размер
от основания плиты А + Б и риски 4—4 на размер А — В. Нанесенные риски
при перекрещивании образуют центры отверстий под резьбу М12 (рис. 275,
д).
9. Устанавливают заготовку размечаемой плоскостью вверх, накернивают все центровые точки.
10. Выбирают по таблице диаметр отверстий под резьбу М12 и
циркулем проводят контрольные окружности диаметром больше выбранного на 2
мм (рис. 275, е).
11. Из центра О проводят окружность R = 25 мм и контрольную
окружность R = 27 мм с накерниванием основных рисок окружностей (рис.
275, ж).
12. Последовательно наносят иглой рейсмуса горизонтальные риски
по размерам чертежа на четырех боковых плоскостях заготовки (рис. 275,
з); осевые риски 5—5; риски 6—6 от плоскости плиты на размер Г + Д;
риски 7—7 от плоскости плиты на размер Г — Е.
13. Накернивают риски разметки по всему контуру.
14. Устанавливают заготовку второй широкой плоскостью вверх и
выполняют разметку по эскизам центров глухих отверстий d = 15 (см. эск. №
3, рис. 273), для чего наносят две диагональные риски с угла на угол, а
затем радиусом R = 68 мм из точки О делают на них насечки. Места
пересечения будут центровыми точками отверстий (рис. 275, и). Затем из
размеченных центров наносят окружности радиусом R = 7,5 мм и из центра О
радиусом R = 58 мм (рис. 275, к).
15. Накернивают основные риски окружностей.
16. Размечают глубину выемки для установки резцов. Для этого
устанавливают заготовку в первое положение, последовательно наносят
риски 5—8 на размер A + 38 мм и риску 9—9 на размер А — 38 мм со всех
сторон заготовки (рис. 275, л).
При разметке серии деталей для экономии времени и обеспечения
точности применяют многоигольчатые (рис. 276, а) и комбинированные (рис.
276, б) рейсмусы. В этом случае иглу каждого рейсмуса точно
устанавливают на заданный размер (рис. 276, в). Качество разметки
проверяют штангенциркулем по всем размерам, указанным в чертеже.
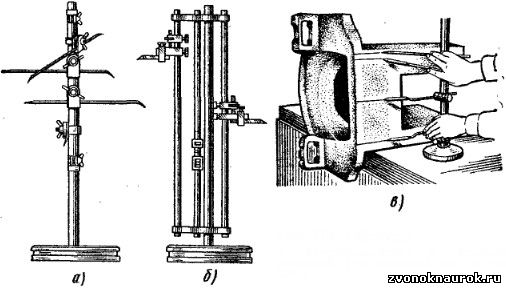
Рис. 276. Рейсмусы:
а - многоигольчатый; б - комбинированный; в - установка игл на размеры
Прежде чем приступить к разметке, необходимо: ознакомиться с
устройством штангенрейсмуса и техникой отсчета размеров по штанге и
нониусу, проверить исправность штангенрейсмуса, изучить чертеж,
проверить размеры заготовки, определить базу для разметки.
Так как у заготовки все поверхности обработаны точно, то за базу
можно принять любую поверхность, окрасить все поверхности заготовки
раствором медного купороса или разметочным лаком и установить заготовки
на разметочную плиту.
1. Штангенрейсмус устанавливают на размер а (рис. 277).
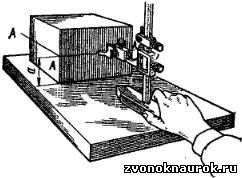
Рис. 277. Нанесение рисок штангенрейсмусом
2. Правой рукой охватывают основание штангенрейсмуса, перемещают
его вдоль поверхностей заготовки, прочерчивая острием ножки осевую
горизонтальную риску А. При этом нельзя допускать слабого нажима на
основание штангенрейсмуса, иначе он будет наклоняться на разметочной
плите и влиять на точность разметки. При проведении риски острие ножки
надо располагать под углом к направлению риски с равномерным нажимом на
всей ее длине.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
