Микрометр является самым распространенным измерительным инструментом
для точных наружных линейных измерений с точностью до 0,01 мм. Им
измеряют только чисто обработанные поверхности. Каждый микрометр имеет
определенный предел измерений 0—25, 25—50, 50—75 мм и т. д., их
применяют в зависимости от измеряемых линейных размеров.
Учебное задание 1 заключается в практическом определений линейных размеров при измерении деталей микрометром.
1. Проверяют исправность микрометра. Прежде чем приступить к измерению, необходимо:
- проверить отсутствие на микрометре пыли, грязи и антикоррозионного
смазочного материала; рабочие измерительные плоскости не должны иметь
царапин и забоин, должны иметь чистую зеркальную поверхность; деления на
шкалах стержня и барабана должны быть четкими;
- проверить исправность и работу трещотки и плавность хода
шпинделя, который должен быть не очень тугим и не очень слабым; при
соприкосновении двух измерительных поверхностей трещотка должна
вращаться вхолостую;
- проверить исправность тормозного кольца; при вращении его в
одну сторону закрепляют шпиндель, а при вращении его в другую сторону
шпиндель освобождают;
- проверить плотность соприкосновения измерительных поверх ностей (пятки и шпинделя) микрометров с пределом измерения 0—25 мм;
- проверить нулевую установку путем совпадения нулевого деления
барабана с продольной чертой шкалы на стебле и конусного края барабана с
нулевым делением на стебле.
Для микрометров с пределом измерений 25—50 мм проверка совпадения
нулевого деления производится со вставкой одномерной проверочной плитки.
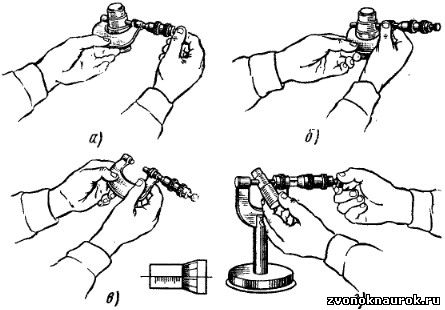
Рис. 225. Прием измерения с помощью микрометра:
а — подвод пятки микрометрического винта к измеряемой поверхности с
помощью трещотки; б — закрепление микровинта зажимным кольцом (или
стопорным винтом); в — отсчет результата измерений; г — прием измерения
мелких деталей с закрепленным микрометром
2. Прием измерения микрометром цилиндрической детали состоит в
следующем: разводят измерительные поверхности микрометра на ширину
немного больше измеряемого диаметра; микрометр держат за скобу и
устанавливают его между измерительными поверхностями (пяткой и
шпинделем) детали так, чтобы их ось разместилась диаметрально детали.
Для установления более правильного контакта с деталью микрометр слегка
покачивают в его плоскости и одновременно вращают трещотку до
соприкосновения измерительных поверхностей с поверхностью измеряемой
детали до тех пор, пока трещотка не будет вращаться вхолостую (рис. 225,
а).
Правильность диаметрального положения и точность измерения
определяют путем перемещения микрометра, как скобы, если измерительные
поверхности скользят по поверхности измеряемой детали с легким трением.
Вращают зажимное кольцо или стопорный винт и фиксируют установленное
положение шпинделя (рис. 226, б). Затем микрометр снимают с детали и
производят отсчет результата измерений (рис. 225, в).
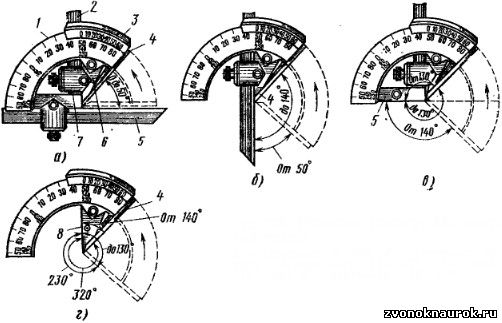
Рис. 226. Установка угломера для измерения углов:
а - наружных 0 - 50°; б - наружных 50 - 140°; в - наружных 140 - 180° и внутренних 130 - 180°; г - внутренних 40 - 130°
Точность измерений проверяют при повторном определении размеров
детали. При измерении необходимо правильно применять прием пользования
микрометром, правильно производить отсчет результата измерения. На рис.
225, г показан прием измерения мелких деталей при закрепленном
микрометре.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
