Шабрение является окончательной слесарной операцией по снятию тонкого
слоя металла с обрабатываемых поверхностей специальными режущими
инструментами — шаберами.
Упражнение по подготовке плоскостей к шабрению состоит из
обработки поверхностей под шабрение путем опиливания под краску (при
более точном способе контроля с помощью поверочной плиты). Объектом
учебной работы является чугунная плитка или основание призмы,
предварительно обработанные на фрезерном или строгальном станке.
Упражнение выполняют в следующем порядке:
- готовят краситель и наносят его на плитку (в качестве красителя применяют берлинскую лазурь или голландскую сажу);
- сухую краску насыпают на чистую и ровную поверхность чугунной плиты и металлическим бруском или валиком растирают ее в порошок;
- порошок собирают с плиты в сосуд и, тщательно перемешивая, разводят в машинном масле до густоты жидкой сметаны;
- разведенную краску накладывают на кусок материи и завязывают в
тампон, который укладывают в чистую посуду (погружать тампон в
разведенную краску или набирать им сухую и обмакивать в масло не
рекомендуется).
Поверочную плиту очищают от пыли и грязи, промывают керосином и насухо протирают.
Существует два способа нанесения краски на поверочные плиты.
1. Непосредственно тампоном натирают всю поверхность поверочной
плиты для опиливания по краске или шабрения. Процесс натирания плиты
краской осуществляется движением тампона по поверхности плиты без отрыва
тампона от нее. При растирании следует периодически смещать тампон за
край плиты, где при обратном движении острая грань плиты очищает
поверхность тампона от комочков краски.
2. На небольшую площадь, начиная от угла поверочной плиты,
тампоном наносят краску и круговыми движениями кубика по окрашенной
площади поверочной плиты переносят краску на его грань, затем
накладывают кубик окрашенной плоскостью на поверочную плиту и круговыми
движениями наносят на нее краску.
Перед опиливанием или шабрением плоскость детали проверяют на
контрольной плите, для чего деталь осторожно устанавливают
обрабатываемой плоскостью на окрашенную поверхность контрольной плиты и
передвигают деталь взад и вперед и по кругу по всей поверхности плиты с
небольшим равномерным нажимом (рис. 199, б).
Деталь осторожно снимают с плиты. На поверхности детали будут окрашены выпуклые места, которые необходимо опилить (рнс. 199, б).
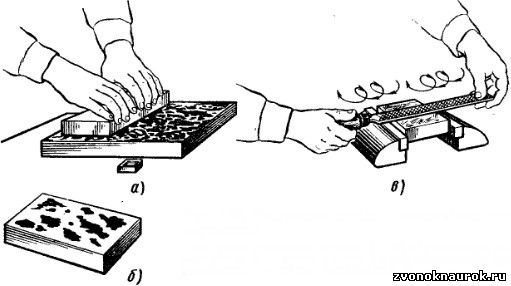
Рис. 199. Подготовка детали к опиливанию или нарезанию:
а — прием нанесения краски на обрабатываемую поверхность; 6 — пятна
краски на обрабатываемой поверхности; в — прием опиливания по краске
Прием опиливания по краске состоит в следующем: деталь прочно
закрепляют в тисках; для устранения скольжения по краске и засаливания
насечки напильник натирают мелом; напильник двигают вкруговую, снимая
слой металла с окрашенных мест (рис. 199, в). Для предотвращения
образования глубоких рисок надо чаще очищать напильник стальной щеткой.
Опиливание следует вести осторожно, так как при излишних проходах
напильник может оставить царапины. После опиливания окрашенных пятен
деталь освобождают из тисков и вторично проводят проверку плоскости на
окрашенной поверочной плите, затем продолжают опиливать слой металла по
новым пятнам краски. Чередование опиливания и проверки повторяется до
тех пор, пока не будет получена ровная поверхность с большим числом
пятен на поверхности детали (особенно по краям).
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
