Пайка — процесс жесткого соединения нескольких металлических деталей с помощью оловянно-свинцовых сплавов.
Пайка мягкими припоями используется главным образом для создания
герметичного шва, соединения деталей, где не требуется большой
механической прочности.
Рассмотрим последовательность выполнения приемов пайки мягкими припоями.
1. Поверхность детали очищают от грязи и ржавчины шабером,
напильником или надфилем до металлического блеска. Шлифовальную шкурку
применять нельзя, так как содержащийся в ней клей загрязняет поверхность
для пайки.
2. Спаиваемые поверхности подгоняют до плотного соединения с помощью гибки, правки и опиливания.
3. Волосяной кисточкой наносят жидкий флюс, распределяя его на
подготавливаемой к пайке поверхности тонким слоем (рис. 262). Наносить
большое количество флюса не следует, так как при соприкосновении с
горячим паяльником он разбрызгивается. Твердый флюс (канифоль) наносят
на поверхность после предварительного подогрева места пайки паяльником
путем растирания с одновременным его плавлением.

Рис. 262. Нанесение флюса на шов
Применяют два вида паяльников — обычные и электрические.
Стержень паяльника изготовляют из красной меди, обладающей
большой теплопроводностью для передачи тепла детали, подлежащей пайке, с
подогревом ее поверхности до температуры плавления припоя. Рабочая
(клинообразная) часть паяльника должна быть чистой и иметь слегка
притуплённую вершину без заусенцев.
Заправка рабочей части производится плоским личным напильником, как показано иа рис. 263, а.
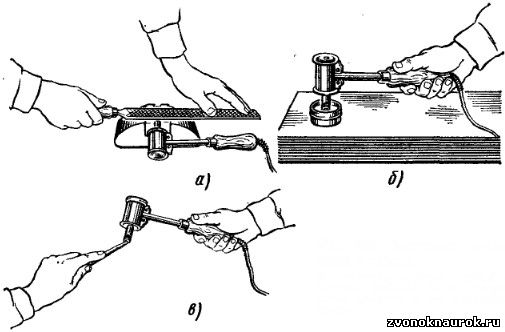
Рис. 263. Подготовка паяльника к работе:
а - заправка рабочей части; б - очистка рабочей части хлористым цинком; в - нанесение припоя
Обычный паяльник нагревают в основном на газовой горелке, паяльной лампе, в кузнечном горне, в муфельной печи.
При нагревании паяльник располагают к пламени задней частью. Это
положение способствует лучшему аккумулированию тепла массой паяльника и
устраняет поджог рабочей части. Степень нагрева паяльника определяют по
бледно-зеленому пламени, отходящему от него. Если паяльник нагрет
докрасна, его надо снять, немного охладить и очистить рабочую часть
паяльника от окалины напильником.
Более совершенной конструкцией являются электропаяльники, которые во время работы поддерживают постоянную температуру нагрева.
Рабочую часть паяльника погружают (на мгновение) в сосуд с
хлористым цинком для очистки от окислов и окалины (рис. 263, б). Другой
способ очистки и лужения рабочей части паяльника состоит в погружении в
канифоль и растирании припоя на жале паяльника.
Очищенную рабочую часть вводят в соприкосновение с концом прутка
припоя, забирая на жало паяльника две-три капли расплавленного припоя
(рис. 263, в).
Жало вводят в кусок нашатыря, делая по нему горизонтальны
движения до тех пор, пока конец паяльника не будет облужен. Эт. слой
полуды даст возможность сохранить на плоскости определена количество
припоя для пайки и защитит поверхность паяльника от окисления.
Для нагревания и при небольших перерывах в работе электропаяльник кладут на специальную подставку (рис. 264).
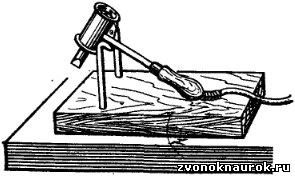
Рис. 264. Подставка для электропаяльника
На облуженный паяльник забирают от прутка две-три капли припоя и
подносят к месту пайки, покрытому флюсом. Деталь при этом должна быть
расположена швом вверх. Как только место прикосновения прогреется и
припой будет растекаться, медленно и равномерно перемещают паяльник без
отрыва вдоль шва в одном направлении, давая возможность припою заполнить
зазор (рис. 265).
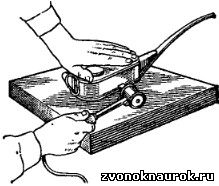
Рис. 265. Прием пайки шва мягким припоем
Наносить припой надо тонким и равномерным слоем без пропуска. При
остывании припой имеет чистую блестящую поверхность. На слабо прогретую
поверхность припой ложится комками и плохо связывается с поверхностью
пайки. После окончания пайки выступающие приливы осторожно опиливают
напильником, а поверхность шва зачищают шкуркой.
В процессе кислотной пайки на поверхность детали были нанесены
флюсы, которые могут вызвать дополнительное окисление или коррозию. Для
удаления остатка флюса всю поверхность детали промывают в теплой воде и
просушивают.
Проверку качества пайки проводят по отсутствию пропусков раковин и
на герметичность. Для этого в запаянный сосуд наливают воду и проверяют
шов на водонепроницаемость.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
