Разновидностью криволинейного опиливания является обработка по
разметке деталей, имеющих выпуклый контур с широкой или узкой
поверхностью. Прежде чем приступить к опиливанию, необходимо изучить
чертеж, установить последовательность разметки и обработки, определить
рациональный способ удаления лишнего металла с учетом наименьшего
припуска на дальнейшую обработку.
Упражнение заключается в опиливании наружного контура рамки слесарной ножовки (широкие плоскости были обработаны).
1. Узкое прямолинейное ребро 1 опиливают начисто под лекальную линейку и под угольник 90° к широкой плоскости.
2. Опиливают узкое прямолинейное ребро 2 с дополнительной
проверкой расположения двух узких ребер 1, 2 под углом 90°. Прием
проверки показан на рис. 118.
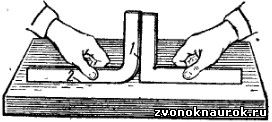
Рис 118. Прием проверки внешнего угла рамки ножовки
3. Выпуклую поверхность размечают по шаблону.
4. Плоским драчевым напильником предварительно опиливают часть криволинейного контура, не доходя до риски 0,3—0,5 мм (рис. 119).
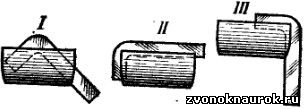
Рис. 119. Предварительное опиливание узкой плоскости выпуклого ребра рамки:
/—/// — этапы перестановки заготовки
5. По мере опиливания криволинейной поверхности рамку
переставляют в тисках (рис. 119). Затем весь выпуклый контур опиливают
личным напильником по границам разметки. Опиливание проводится
перпендикулярно к плоскости опиливаемой рамки. Напильник нужно двигать
не только вперед, но для снятия равномерного слоя его следует перемещать
немного вправо (по направлению выпуклости). Во время работы ось
напильника должна находиться в горизонтальном положении.
Опиливание заканчивают после того, как будут достигнуты плавный
переход в местах сопряжений, плотная подгонка криволинейной поверхности
по шаблону на просвет, перпендикулярность обработанных поверхностей к
боковой плоскости рамки по угольнику.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
