В зависимости от того, в каком направлении движется напильник,
штрихи, оставляемые им, могут быть продольными, поперечными, наклонными
(слева направо, справа налево) и перекрестными.
Учебное задание 1 заключается в опиливании плоскости чугунной
плитки размером 100x50 мм драчевым напильником с выполнением прямых
штрихов по длине плитки. Длина напильника должна быть больше длины
опиливаемой поверхности не менее чем на 150— 200 мм.
Плитку зажимают в тисках так, чтобы широкая опиливаемая плоскость
находилась в горизонтальном положении и выступала над губками тисков на
8—10 мм. Прием опиливания прямым штрихом показан на рис. 100, а.
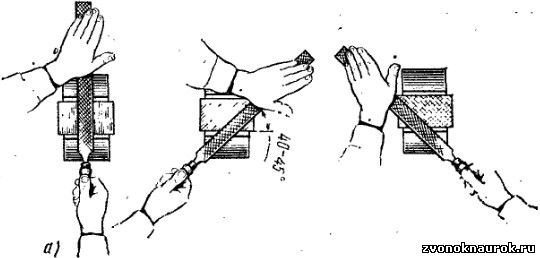
Рис. 100. Приемы опиливания:
а — прямым штрихом; б — косым штрихом слева направо; в — косым штрихом справа налево
По мере опиливания напильник перемещают всей ширине опиливаемой
плоскости. Его следует двигать не только вперед, но перемещать в стороны
(вправо и влево) для снятия равномерного слоя металла со всей
поверхности (рис. 101). Во время движения напильник все время должен
оставаться в горизонтальном положений. Если это условие не соблюдается,
то опиливаемая поверхность будет иметь «заваленные края». Для контроля
необходимо периодически проверять правильность опиливания линейкой. Темп
движения напильником 40—50 ходов в минуту.
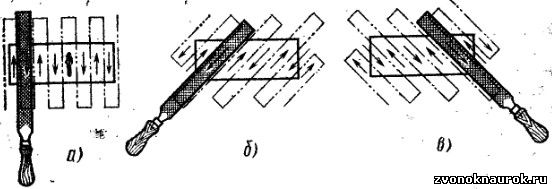
Рис. 101. Схема движения напильника:
а — прямой штрих; б — косой штрих слева направо; в — косой штрих справа налево
Прием опиливания косым штрихом слева направо показан на рис. 100,
б. Напильник необходимо перемещать в соответствии со схемой,
приведенной на рис. 101, б. При этом способе опиливания напильник
следует передвигать одновременно и вдоль детали, и вправо — для снятия
равномерного слоя металла со всей поверхности. Правильность опиливания
проверяют линейкой.
Прием опиливания косым штрихом справа налево показан на рис. 100, в и 101, в.
Учебное задание 2 заключается в опиливании поверхности стальной
плитки драчевым и личным напильником с выполнением перекрестных штрихов.
Прием опиливания перекрестным штрихом более производителен и позволяет
получить правильную поверхность.
Перекрестное опиливание выполняют драчевым напильником. Сначала
всю поверхность опиливают слева направо, затем производят опиливание
прямым штрихом и, не прерывая работу, переходят к опиливанию косым
штрихом справа налево.
Опиливание выполнено верно, если штрихи расположены только на
выпуклостях и перекрывают друг друга. Такое опиливание производят до тех
пор, пока не будет снят необходимый слой металла. Качество обработки
проверяют линейкой.
После опиливания поверхности драчевым напильником переходят к
обработке (чистовой) личным напильником. Правильность опиленной
плоскости проверяют линейкой. Для этого с поверхности заготовки щеткой
или тряпкой удаляют опилки и вынимают заготовку из тисков. Затем, взяв
линейку в правую руку, осторожно прикладывают ее перпендикулярно
обработанной поверхности. (Перемещать линейку по поверхности не следует,
так как рабочая кромка изнашивается и теряет прочность.) Контроль
осуществляют в нескольких местах, держа заготовку на уровне глаз и
проверяя равномерность просвета (рис. 102). Если просвет узкий и
равномерный, то поверхность опилена правильно.
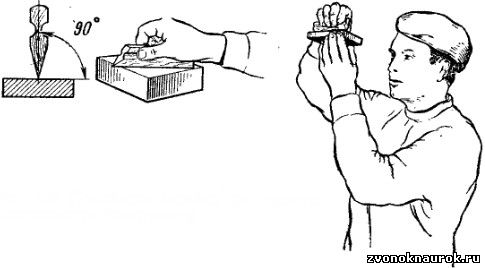
Рис. 102. Положение линейки при проверке плоскости поверхности
Опиливание плоских поверхностей, сопряженных под внешним углом
90°. Ранее обработанную поверхность принимаем за базу. Чтобы не
повредить обработанную поверхность детали, ее зажимают в тисках с
алюминиевыми или медными нагубниками. При зажиме следует обращать
внимание на хорошее закрепление губок тисков, не допускать перекоса
детали. Верхний горизонтальная поверхность детали должна находиться выше
уровня губок тисков на 8— 10 мм. Крепление должно быть прочным и
надежным.
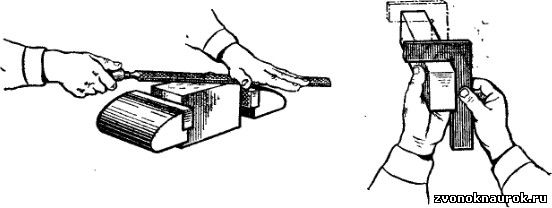
Рис. 103. Опиливание плоскостей, расположенных под углом 90°, и проверка угла угольником
Опиливать поверхность драчевым напильником следует перекрестным
штрихом (рис. 103), периодически контролируя прямолинейность плоскостей
линейкой, а перпендикулярность к базовой поверхности — поверочным
угольником.
Чистовое опиливание личным напильником следует производить по
разметке, проверяя правильность опиливания линейкой и угольником до тех
пор, пока опиливаемая поверхность будет точно подогнана к базовой
поверхности под углом 90°. В такой же последовательности опиливают
вторую боковую сторону.
Проверку внешнего угла сопряжения осуществляют угольником. Для
этого заготовку вынимают из тисков, с помощью щетки или тряпки удаляют с
поверхности опилки; затем берут заготовку в левую, а угольник в правую
руку. Далее внутреннюю рабочую грань угольника прикладывают к базовой
поверхности так, чтобы между второй гранью и опиливаемой поверхностью
оставался зазор 2—3 мм (за базу принимают более длинную сторону
угольника). Приложенную к базовой поверхности грань угольника плавно,
без нажима сдвигают до соприкосновения второй грани с опиливаемой
поверхностью и на глаз определяют зазор. Если световой зазор будет
равномерным и узким, то поверхность опилена правильно. Если зазор
неравномерный, то на просвет определяют место, подлежащее
дополнительному опиливанию. Проверку на просвет производят в нескольких
местах. (Положение угольника должно быть перпендикулярным к плоскости
сечения изделия.)
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
