В этом упражнении рассматривается опиливание и пригонка деталей с
внутренними углами на примере изготовления плоского угольника, все
стороны которого обработаны в процессе выполнения предыдущих упражнений.
Узкие рабочие поверхности угольника следует обрабатывать так,
чтобы они были параллельны и расположены под углом 90° к боковым
поверхностям угольника, а две внутренние узкие плоскости были
расположены под углом 90°. Упражнение выполняется в следующей
последовательности.
1. Размечают внутренний угол. За базу разметки принимаем наружные
узкие обработанные рабочие поверхности угольника, на определенном
расстоянии от которых с помощью измерительной линейки и чертилки наносят
параллельные риски, определяющие ширину боковых сторон угольника.
2. В тисках зажимают заготовку (рис. 109). По разметке опиливают
первую узкую наиболее длинную плоскость (перекрестным штрихом), не
доходя до риски разметки и оставив припуск на дальнейшую обработку 0,1
мм. Во время опиливания необходимо периодически контролировать
прямолинейность, перпендикулярность к боковой стороне и параллельность
узких плоскостей. В таком же порядке выполняют предварительное
опиливание второй узкой грани угольника.
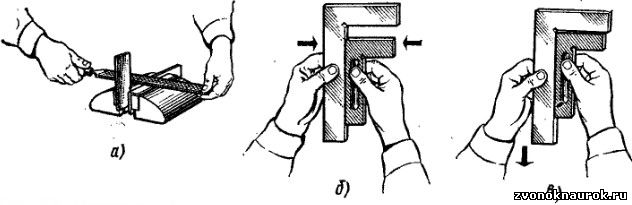
Рис. 109. Опиливание внутренних сопряженных плоскостей под углом 90° с проверкой угла угольником:
а - прием работы: 6 - предварительная установка угольника; в - окончательная установка
3. Перед окончательным опиливанием в соответствии с чертежом
размечают угловой прорез, необходимый для удобства опиливания вершины
угла; затем слесарной ножовкой делают угловой прорез. Полотно ножовки
имеет сточенный на абразивном круге боковой развод зубьев (для получения
узкого паза).
Для проверки паза заготовку угольника зажимают в тисках так,
чтобы прорез был расположен вертикально, а нижняя граница его находилась
выше нагубников тисков на 3—5 мм.
4. Поперечным штрихом опиливают первую поверхность узкой грани
угольника личным трехгранным или полукруглым напильником, периодически
проверяя: а) сопряжение двух внутренних поверхностей узких граней —
прямоугольным угольником; б) прямолинейность опиливания в продольном и
поперечном направлениях — проверочной линейкой; в) параллельность
поверхностей — штангенциркулем; г) перпендикулярность узкой поверхности
грани к боковой — угольником.
Для чистого опиливания применяют напильники малого размера, конец
которых для лучшего балансирования удерживают пальцами левой руки (рис.
109). В той же последовательности опиливают вторую узкую поверхность,
после чего приступают к подгонке угла 90° между рабочими плоскостями.
5. Припиливают личным трехгранным напильником по угольнику одну полку под внутренним углом 90°.
Прямолинейность опиливаемой плоскости проверяют линейкой, подгонку внутренних поверхностей под углом 90° — угольником.
6. Внутренней рабочей гранью угольник прикладывают к базовой
плоскости так, чтобы между второй гранью и опиливаемой поверхностью
оставался зазор 2—3 мм (рис. 109, а). Затем угольник плавно сдвигают по
базовой плоскости до соприкосновения второй грани с опиливаемой
поверхностью (рис. 109, б). Если световой зазор равномерный и узкий,
плоскость опилена правильно (проверку повторяют 2—3 раза). В случае
неравномерного зазора на просвет определяют место, подлежащее
опиливанию. После того как все условия опиливания выполнены, напильником
наводят продольный штрих.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К