Это упражнение состоит из трех учебных заданий.
Учебное задание 1 по опиливанию цилиндрических поверхностей с
опорой их на деревянном бруске или на губках тисков (на примере
изготовления цилиндрической части хвостовика для слесарной ножовки из
заготовки квадратного сечения) заключается в следующем.
1. Заготовку зажимают в тисках, опиливают торцовую поверхность под угольник и размечают центровую точку с накерниванием ее.
2. Из центровой точки проводят окружность диаметром, равным диаметру а стержня (рис. 115, а).
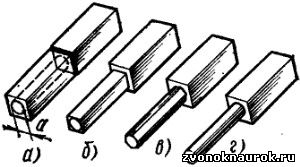
Рис. 115. Последовательность опиливания цилиндрической поверхности из прутка квадратного сечения
3. Размечают длину обрабатываемого стержня и с помощью угольника наносят риски на всех сторонах квадрата.
4. Трехгранным напильником пропиливают по рискам небольшие углубления иа всех плоскостях квадрата.
5. Плоским драчевым напильником последовательно опиливают все
стороны стержня до размера квадрата в сечении, в которое вписана
окружность стержня (рис. 115, б). Напильник располагают узким ребром без
насечек в сторону выполненных углублений, чтобы не запилить поверхность
уступа. Стороны сечения должны быть прямолинейны и сопряжены под углом
90°.
6. Плоским напильником опиливают углы призмы так, чтобы из нее
получился правильный восьмигранник (рис. 115, в) с прямолинейными и
равными ребрами по всей длине стержня (проверка производится
штангенциркулем).
7. В тисках зажимают деревянный брусок, на верхней горизонтальной
плоскости которого параллельно губкам тисков выпиливают трехгранную
канавку.
8. Заготовку закрепляют квадратным концом в ручных тисках так, чтобы длина восьмигранника выступала за губки тисков.
9. Ручные тиски с заготовкой берут в левую руку, опиливаемый
стержень укладывают на опору в канавку бруска. Затем в правую руку берут
плоский напильник с личной насечкой, накладывают его на поверхность
восьмигранника и приступают к опиливанию.
Опиливание выполняют, применяя следующие приемы: при движении
напильника от себя (рабочий ход) правая рука с рукояткой напильника
поднимается вверх с одновременным давлением указательным пальцем на
напильник; в это время передняя часть напильника опускается вниз, а
левая рука поворачивает заготовку навстречу ходу напильника (рис. 116,
а); при движении напильника на себя (вспомогательный ход) правая рука с
рукояткой напильника опускается с ослаблением нажима указательного
пальца на напильник, а левая рука поворачивает заготовку в исходное
положение.
10. Опиливание чередуют с вращением заготовки до образования на
стержне цилиндрической поверхности по заданному диаметру (см. рис. 115,
г).
При опиливании деталей большего диаметра их можно удерживать левой рукой
и опиливать на губках тисков, раздвинутых на расстояние немного меньше
диаметра стержня (рис. 116, б).
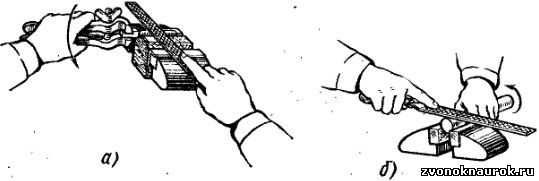
Рис. 116. Приемы опиливания цилиндрической поверхности:
а - на деревянном бруске; б - на губках тисков
Учебное задание 2 по опиливанию цилиндрической поверхности с горизонтальной установкой заготовки в тисках состоит в следующем.
1. Торцовую часть заготовки опиливают под угольник.
2. На торце размечают и проводят окружность заданного диаметра d,
размечают риску вокруг цилиндра на расстоянии h от торца (рис. 117, а).
3. По риске вокруг цилиндра трехгранным напильником пропиливают небольшое углубление.
4. Заготовку зажимают в тисках горизонтально так, чтобы ее конец
выступал над краем губок тисков немного больше длины образуемого
стержня.
5. Плоским драчевым напильником опиливают цилиндрическую
поверхность заготовки (рис. 117, а): а) при движении вперед (рабочий
ход) правая рука с напильником опускается вниз, а левая рука и передняя
часть напильника поднимаются вверх; б) при движении назад
(вспомогательный ход) правая рука будет подниматься, а левая рука с
концом напильника опускаться. Такие сложные движения при опиливании
обеспечивают равномерный съем части металла с выпуклой поверхности при
плавном ее закруглении.
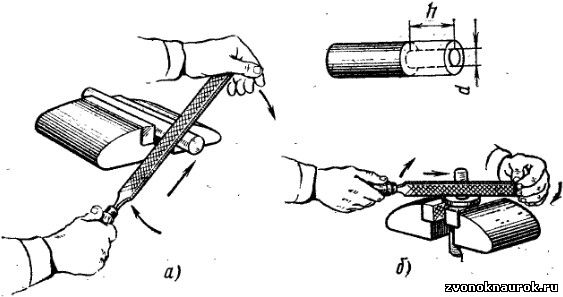
Рис. 117. Заготовка и приемы опиливания цилиндрической поверхности с установкой заготовки в тисках:
а — горизонтально; б — вертикально
6. Заготовку переставляют в тисках так, чтобы необработанная поверхность находилась в зоне работы напильника.
7. Перестановки заготовки чередуют с опиливанием до образования стержня круглого сечения по заданному диаметру.
8. Окончательно зачищают цилиндрическую поверхность личным
напильником, проверяя диаметр стержня штангенциркулем а цилиндрическую
сферу радиусомером.
Другой способ опиливания цилиндрической поверхности с вертикальной установкой заготовки в тисках состоит в следующем.
1. Торцовую плоскость заготовки опиливают под угольник.
2. Размечают и наносят окружность.
3. По окружности цилиндрической, детали намечают и пропиливают (трехгранным напильником) небольшое углубление.
4. Для защиты напильника от соприкосновения с губками тисков, а
также для опоры узкого ребра напильника при опиливании на заготовку
надевают круглую шайбу.
5. Заготовку зажимают в тисках вертикально, чтобы обрабатываемый
конец заготовки выступал над плоскостью шайбы на размер длины
образуемого стержня:
6. Плоским драчевым напильником опиливают цилиндрическую
поверхность заготовки (рис. 117, б). При опиливании сочетают движение
напильника вперед с одновременным отводом носка (конца) напильника от
детали. Пятку напильника (с рукояткой) перемещают по направлению к
детали.
7. Для того чтобы необработанная поверхность разместилась в зоне работы напильником, заготовку постепенно поворачивают в тисках.
8. Перестановку заготовки в тисках чередуют с опиливанием до образования стержня круглого сечения.
9. Обрабатываемую цилиндрическую поверхность зачищают личным напильником.
Качество опиливания проверяют штангенциркулем, измеряя диаметр стержня не менее чем в трех местах по длине стержня.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
