Одним из наиболее распространенных способов соединения труб является
резьбовое соединение на фитингах. Существует два вида соединения:
муфтой, угольником, тройником, крестовиной; подвижной муфтой с полным
смещением ее заподлицо с концом трубы («сгон»).
Для нарезания трубной резьбы вручную применяют клупп с тремя комплектами раздвижных плашек.
Один из комплектов предназначен для труб диаметром 1/2" — 3/4",
второй 1" — 1 1/4" и третий 1 1/2" — 2". При работе клуппом приходится
прилагать большое усилие, поэтому нарезание резьбы на трубах диаметром
более 1 1/2" выполняют два человека.
Нарезание резьбы на трубах выполняют в следующей последовательности.
1. Стальную трубу проверяют по диаметру (см. табл. 5) и надежно
зажимают в прижиме, не допуская ее смятия. Выдвинутый над прижимом конец
трубы должен составлять 150—200 мм.
2. Нарезаемый конец трубы очищают стальной щеткой и ветошью от грязи, Окалины и коррозии, заусенцы снимают напильником.
3. Проверяют и готовят клупп к работе, т. е. очищают все час
клуппа от пыли и грязи, а все трущиеся части его смазывают машинным
маслом.
4. Подбирают необходимые плашки под размер резьбы, очищают; их от
пыли и грязи, проверяют остроту режущих кромок и неправность резьбовых
ниток.
5. Плашки устанавливают в клупп, поворачивая рукояткой
диск-планшайбу до упора. Места установки плашек в корпусе клуппа должны
быть полностью открыты. Плашки поочередно вставляют в клупп, закрепляя
их поворотом диска в противоположную сторону.
Правильность установки плашек проверяют, перемещая рукоятки диска
в ту или другую сторону. При этом плашки должны одновременно сближаться
к центру или расходиться от него без приложения больших усилий.
Точность установки плашки на нужный размер проверяют по делениям на
корпусе клуппа. Положение диска и плашек закрепляется установкой
«защелки» в шлицевую прорезь на диске. Прием нарезания резьбы показан на
рис. 194.
6. Нарезаемый конец трубы и плашки смазывают вареным маслом.
7. Клупп устанавливают на конец трубы и, вращая червячный винт,
три направляющие плашки доводят до соприкосновения с цилиндрической
поверхностью трубы, обеспечивая устойчивое положение клуппа на трубе.
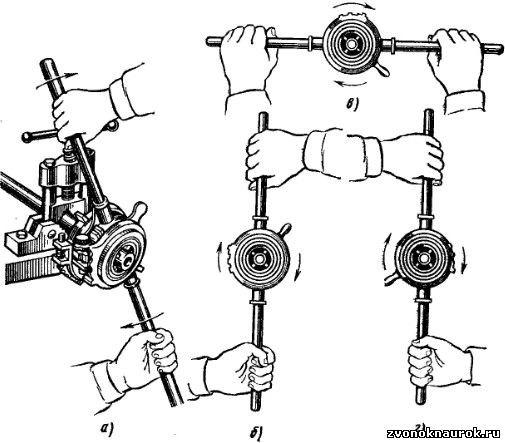
Рис. 194. Нарезание трубной резьбы клуппом:
а — общий вид; б — первый поворот; в — второй поворот; э — третий поворот
8. Клупп налаживают для первого прохода резьбы так, чтобы
заборная часть резьбовых плашек была размещена от края трубы на две-три
нитки резьбы. Затем, вращая винт, перемещающий защелку, а вместе с ней и
диск, сжимают резьбовые плашки таким образом, чтобы они врезались в
поверхность трубы примерно на 0,3 — 0,5 мм.
9. Клупп вращают в четыре приема (за каждый прием необходимо описать угол не более 90°, см. рис. 194).
Вращение выполняют до тех пор, пока не будет выполнен первый
проход на заданную длииу нарезания резьбы. Длину нарезанной части
проверяют измерительной линейкой, она равна сумме длины конца трубы,
вышедшей из клуппа, и ширины плашки.
10. После выполнения одного прохода обратным вращением клуппа
плашки подводят к концу трубы и устанавливают в первоначальное
положение.
11. Вторично сжимают плашки винтом так, чтобы они врезались в стенку трубы, и вращают до конца нарезки.
12. После выполнения второго прохода обратным движением плашки
приводят в первоначальное положение, затем продолжают выполнять
последующие проходы.
Качество нарезаемой резьбы зависит от числа проходов, поэтому для
получения полной и хорошей резьбы надо выполнять следующее число
проходов: при диаметре труб до 1" — два прохода, а свыше 1"— три
прохода.
Перед каждым повторным проходом поверхности резьбы детали и
плашек необходимо очищать от стружек и вновь смазывать вареным маслом.
13. После нарезания резьбы освобождают защелку, рукояткой
планшайбы раздвигают плашки и свободно снимают клупп с конца трубы. По
окончании работы из клуппа вынимают плашки, тщательно протирают и
смазывают все его части маслом.
Качество нарезания резьбы проверяют, навертывая муфту по всей длине нарезки.
Муфта по резьбе должна навертываться свободно вручную или с помощью трубного ключа при небольшом усилии.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
