Кроме нарезания резьбы круглыми плашками и раздвижными клуппами,
применяют резьбонакатные плашки для накатывания резьб. В данном
упражнении рассматривается накатывание резьб резьбонакатными плашками
типа НП1 с диапазоном диаметров резьбы 4—6 мм.
Плашки содержат комплект из трех резьбонакатных роликов, которые выбираются в зависимости от диаметра и шага резьбы.
В резьбонакатную плашку НП1 можно установить следующие комплекты
роликов для накатки резьбы с шагом (мм): М4 — 0,7; М5 — 0,8; М6 — 1.
Перед накатыванием резьбы следует выполнить ряд подготовительных работ.
1. Подготавливают заготовку (болты, винты, шпильки) к накатыванию резьбы:
а) проверяют диаметр заготовки, который должен соответствовать размеру, указанному в табл. 6.
Таблица 6. Диаметр заготовок под накатывание резьбы, мм
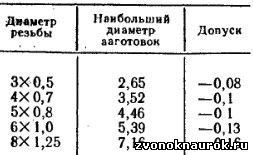
Примечание. Все размеры даны в миллиметрах.
б) снимают напильником заходную фаску на конце заготовки под
углом 10° к оси, чтобы диаметр на переднем конце заходной части был
равен внутреннему диаметру резьбы минус ~0,3 мм;
в) заготовку устанавливают и зажимают в тисках в вертикальном положении.
2. Резьбонакатные плашки, находящиеся в разобранном состоянии, подготавливают к работе:
а) в зависимости от диаметра и шага резьбы к плашке подбирают резьбонакатные ролики;
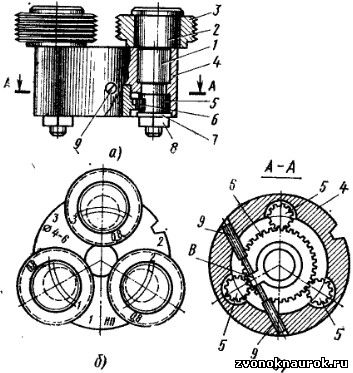
Рис. 195. Резьбонакатные ролики:
а — установка н закрепление роликов в корпусе плашки; б —
расположение роликов в корпусе плашки; в — положение зубчатых венцов
осей и зубьев колеса в корпуce плашки
б) оси роликов 1 (рис. 195) устанавливают передним торцом с буртиком на плоскость верстака;
в) эксцентрическую шейку оси роликов 2 смазывают тавотом и надевают на нее резьбонакатные ролики 3;
г) ролики (в сборе) вставляют осями в отверстия корпуса 4 в
порядке восходящих номеров, обозначенных на роликах и на корпусе метками
1—3 (рис. 195, б), а с противоположной стороны корпуса (рис. 195, в)
зубчатые венцы осей 5 должны быть сопряжены с зубьями зубчатого колеса
6;
д) в выточку корпуса вставляют зубчатое колесо 6 (см. рис. 195,
в) так, чтобы зубчатые венцы осей 5 были сопряжены с зубьями зубчатого
колеса, а выступ В был расположен между двумя регулировочными стопорными
винтами 9;
е) оси роликов закрепляют (предварительно) в корпусе гайками 5 с шайбами 7 (рис. 195, а);
ж) ролики устанавливают на требуемый размер резьбы; для этого
резьбовой калибр или болт устанавливают по оси плашки между тремя
роликами;
з) ролики сближают так, чтобы гребни их резьбы плотно охватывали
резьбу калибра (болта). Сближение выполняется двумя регулировочными
стопорными винтами 9, один из них вывертывают, а другой завертывают в
корпусе 4. При этом завертываемый винт 9, перемещая выступ В,
одновременно поворачивает зубчатое колесо 6 и эксцентрическую шейку осей
роликов 2, которые сближают резьбонакатные ролики (рис. 195, а, в).
После установки роликов на размер центральное зубчатое колесо 6
стопорят винтами 9 и окончательно зажимают оси роликов 1 гайками 8;
и) калибр (болт) вывертывают из роликов и проверяют свободное вращение на шейках осей.
3. Прием накатывания резьбы состоит в следующем:
а) на нарезаемый конец заготовки накладывают плашку, при этом
заходная фаска должна войти без перекоса между тремя резьбонакатнымн
роликами плашки;
б) правой рукой охватывают плашку, надавливая на нее вниз, а
левой рукой поворачивают плашку по часовой стрелке, применяя метод
самозатягивания (рис. 196, а). Принудительная подача плашки на заготовку
производится только в начале работы — до захвата роликами;
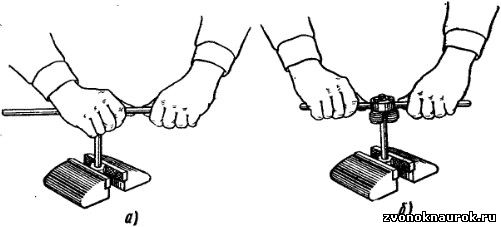
Рис. 196. Приемы работы:
а — резьбонакатной плашкой для самозатягивания; б — резьбонакатнымн плашками
в) после самозатягивания выполняют вращение плашки с
помощью рукояток (рис. 196, б) накатывая резьбу за один проход на
заданную длину;
г) обратным вращением плашки свертывают ее с резьбы, протирают чистой тряпкой и провертывают качество накатки калибром-кольцом.
После выполнения задания смывают смазочный материал, протирают инструмент чистой тряпкой и кладут на место.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
