Резьбомер служит для определения системы резьбы, шага метрической
резьбы или числа ниток на 1" дюймовой резьбы. Резьбомер является
одномерным инструментом для измерения наружных и внутренних резьб.
Резьбовая пробка служит для комплексной проверки основных элементов
внутренней резьбы. Она имеет проходную и непроходную стороны (проходная
сторона имеет длинную часть с резьбой, а непроходная — короткую). Для
измерения диаметра резьбы в отверстиях используют штангенциркуль.
Для выполнения этого упражнения необходимо иметь набор гаек с
метрической и дюймовой резьбами, с различными шагами и числом ниток на
1".
Для проверки внутренней резьбы пластинки метрического или
дюймового резьбомера последовательно накладывают на проверяемую резьбу
так, чтобы шаблон (гребенка) был размещен вдоль оси гайки, а зубья
гребенки вошли в резьбовые нитки гайки (рис. 189). Эту операцию
выполняют до тех пор, пока профиль резьбы шаблона точно не совпадет с
резьбой гайки. После этого по надписи на шаблоне устанавливают шаг для
метрической резьбы или число ниток на дюйм для дюймовой резьбы.
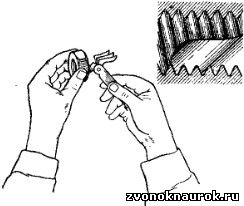
Рис. 189. Прием измерения внутренней резьбы резьбомером
2. Для проверки диаметра резьбы штангенциркулем его короткие
губки вставляют в резьбовое отверстие гайки (рис. 190). Губки должны
легко соприкасаться с вершинами ниток резьбы. Положение рамки фиксируют
стопорным винтом. Закончив измерение, штангенциркуль осторожно вынимают
из гайки и результат измерения определяют по нониусу.

Рис. 190. Прием измерения диаметра резьбы штангенциркулем
3. При проверке внутренней резьбы проходным резьбовым
калибром-пробкой калибр вставляют в отверстие гайки и ввертывают его
так, чтобы резьба пробки вошла в резьбу гайки (рис. 191). Во время
ввертывания калибр должен идти по резьбе гайки свободно, без особых
усилий. Свободная посадка калибра на резьбе гайки с качкой недопустима.
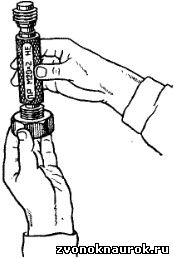
Рис. 191. Прием проверки внутренней резьбы резьбовым калибром-пробкой
При проверке непроходным резьбовым калибром-пробкой пос ледний не
должен ввертываться в отверстие или допускать ввертьг вание его без
особого усилия не более чем на две нитки резьбы. Резьба признается
годной в том случае, если проходной калибр-пробка ввертывается, а
непроходной не ввертывается более чем на две нитки.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
