В большинстве случаев определение типа резьбы заключается в
следующем: определяется направление подъема витков (левая или правая
резьба), система (метрическая или дюймовая), шаг и диаметр резьбы.
(Правую или левую резьбу по расположению ниток резьбы.) Если гайка
навертывается по часовой стрелке, значит резьба правая, а если против
часовой стрелки, то резьба левая.
Для определения системы и шага резьбы или числа ниток на одном
дюйме применяют резьбомер. Он состоит из набора стальных пластинок, на
которых выполнен профиль резьбы с надписями размеров.
Диаметр резьбы измеряют штангенциркулем. Для комплексной проверки
наружной резьбы применяют комплект резьбовых калибров, состоящий из
двух колец, из которых одно проходное, а другое непроходное. Проходное
кольцо изготовляют по наибольшему предельному размеру резьбы и
обозначают ПР, а непроходное кольцо, по наименьшему предельному размеру
резьбы с условным обозначением НЕ. Внешне проходное или непроходное
резьбовые кольца можно различить по длине нарезки: у проходного кольца
длина нарезки больше, чем у непроходного. Резьбовыми кольцами
проверяется одновременно наружный, внутренний и средний диаметры резьбы.
Для проведения этой работы рекомендуется выдать обучающимся набор
болтов, шпилек, имеющих метрическую или дюймовую резьбу, с различным
шагом и числом ниток на 1".
Последовательность выполнения упражнения заключается в следующем.
1. Прием определения резьбы резьбомером (рис. 184). Взяв в руки
резьбомер и болт, последовательно накладывают пластинки резьбомера для
метрической или дюймовой резьбы на проверяемую резьбу так, чтобы шаблон
(гребенка) был размещен вдоль оси болта, а зубья шаблона вошли в
резьбовые нитки болта. После того как профиль резбы шаблона точно
совпадает с резьбой болта, по надписи на шаблоне устанавливают шаг
метрической резьбы или число ниток на дюйм для дюймовой резьбы.
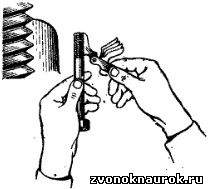
Рис. 184. Измерение наружной резьбы резьбомером

Рис. 185. Измерение диаметра резьбы штангенциркулем
2. Прием проверки диаметра резьбы штангенциркулем (рис. 185).
Болт помещают между измерительными поверхностями длинных губок
штангенциркуля так, чтобы они были размещены вдоль оси болта, а рабочие
поверхности были наложены на вершины резьбовых ниток.
Небольшим усилием большого пальца правой руки подвижную губку
перемещают до соприкосновения с наружной поверхностью резьбы. Затем
проверяют диаметральное положение губок штангенциркулем и закрепляют их
стопорным винтом (при перемещении губок штангенциркуля перпендикулярно
оси болта должно ощущаться незначительное трение между губками и
болтом). Штангенциркуль осторожно снимают с болта и считывают размер по
нониусу.
3. Прием проверки резьбы проходным резьбовым калибром-кольцом
(рис. 186, а). При проверке резьбы проходным кольцом ПР его накладывают
на конец стержня с нарезкой и навертывают таким образом, чтобы резьба
стержня вошла в резьбу калибра. Кольцо по всей длине резьбы болта должно
идти легко, но слишком свободная посадка кольца на резьбе болта (с
качкой) недопустима.
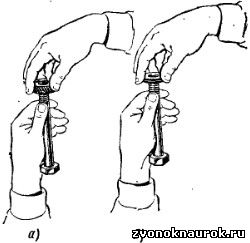
Рис. 186. Проверка резьбы резьбовыми калибрами-кольцами:
а - проходными; б - непроходными
При измерении резьбы непроходным кольцом НЕ (рис. 186, б) (после
измерения проходным кольцом) допускается навертывание без особых усилий
не более чем на две нитки, резьбы.
Резьба признается годной в том случае, если ПР проходит, а НЕ не проходит.
|  З В О Н О К НА У Р О К
З В О Н О К НА У Р О К
